
热门产品PRODUCT
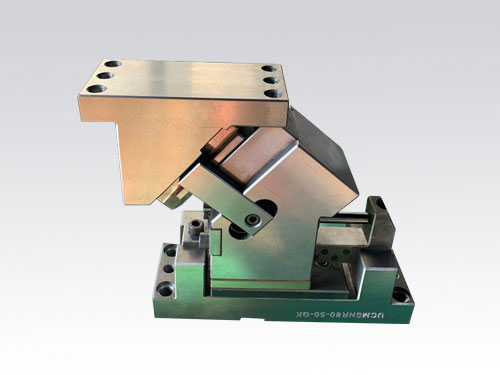


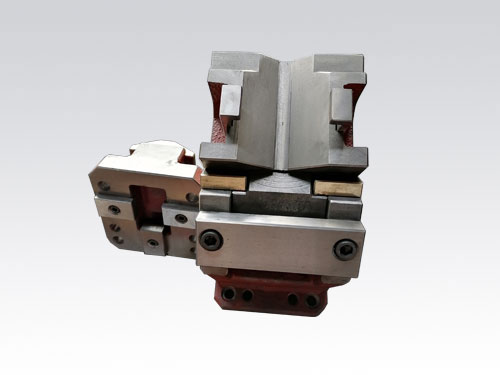
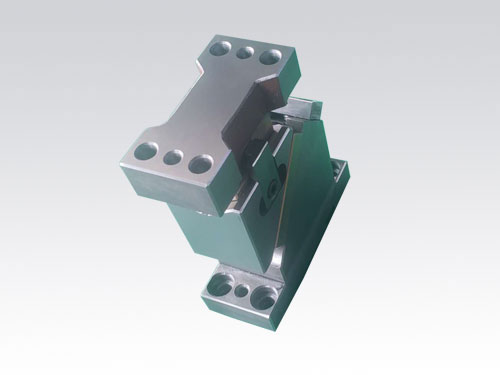

正装斜楔在冲压模上的应用及冲压模失效的原因
模具工业是国民经济各部门发展的重要基础,世界上工业发达 无不把发展模具工业放在优先地位。在信息社会和经济化不断发展的过程中,模具技术则是成为衡量一个 制造低的重要标志。因为模具在很大程度上决定着产品的质量、效益和新产品的能力。模具是工业生产中及其重要而又的基础工艺装备,其生产过程集制造、计算机技术、智能控制和绿色制造为一体,既是高载体,又是高产品。
模具的加工种类分为以下几种:(1)粗加工粗加工策略需要根据毛坯的类型和模具型面的情况而定。如果毛坯为锻件或钢件,那么粗加工 好先选用区域 模型加工,将毛坯的大部分余量去除掉,均匀的毛坯余量,为后序加工提供方便。(2)半精加工半精加工的主要目的是精加工时余量均匀, 常用的方法是先算出残留材料的边界轮廓,然后选用较小的刀具来加工这些三维轮廓区域,而不用重新加工整个模型。(3)局部精加工局部精加工一般是指清角加工。清角加工应采用多次加工或系列刀具从大到小的加工方法。(4)精加工在精加工中,除非模具型面高度变化比较大,否则 好选择平行精加工。无论在使用以上那种加工方式都需要用到斜楔机构如正装斜楔、悬吊式斜楔机构、下置式斜楔机构。
斜楔机构材料的选择(1)正装斜楔滑块材料的选择:由于模具寿命要求在50万次以上,所以 有很好的强度和性。FCD540比较适合这种承受反复冲击的模具结构,满足设计需求。(2)正装斜楔驱动材料的选择:驱动块长期承受反复冲击,加上 要有很好的性,为避免长期摩擦造成的磨损,在驱动块上要安装石墨进行润滑,以减少磨损。驱动块材质选择FC250,可满足设计需求。(3)凸模及镶套的材料选择:凸模及镶套的主要工作是对材料进行剪切,需要经常承受较大的冲击力,而且对硬度、性、热固性都有很高的要求,所以选择了SKD11材料作为凸模和镶套的材料,此材料的淬火硬度可达到55-58HRC,满足大批量生产的需求。
冲压模具用途广泛,但是在使用中也有在冲模失效的情况,有以下几种方式:冲模失效形式主要为磨损失效、变形失效、断裂失效和啃伤失效等。分析冲压模具失效的原因是:.模具材质不好在后续加工中容易碎裂。热处理:淬火回火工艺不当产生变形。模具研磨平面度不够,产生挠曲变形。设计工艺:模具强度不够,刀口间距太近,模具结构不合理,模板块数不够无垫板垫脚。线割处理不当:拉线线割,间隙不对,没作清角。冲床设备的选用:冲床吨位,冲裁力不够,调模下得太深。脱料不顺:生产前无退磁处理,无退料梢;生产中有断针断弹簧等卡料。落料不顺。生产意识:叠片冲压,定位不到位,没使用吹气枪,模板有裂纹仍继续生产。
