
热门产品PRODUCT



斜楔机构的设计过程是怎样的?
斜楔机构的设计制造是一个系统工程,它既需要设计理论的指导,也需要多门类技术成果的积累,需要相关科技产品研制的实践经验。在斜楔机构的设计生产中,应不断总结经验,开拓创新,在现有的基础上,充分吸纳当代科技成果,力求使产品既具有结构的性,又具有生产制造的工艺性和经济性,以大限度地满足市场需求。
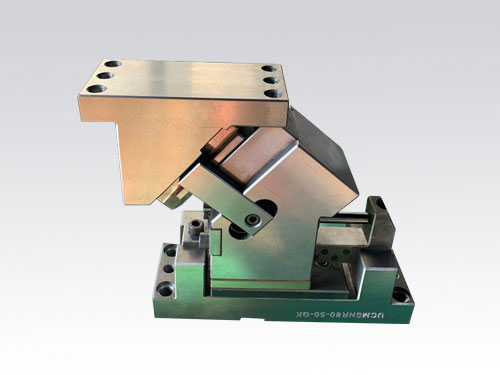
在斜楔机构中主动和从动正装斜楔分别与机架组成移动副,两楔块间也组成移动副,可见斜楔机构中的运动副全为移动副,故它属于低副机构。水平运动斜楔机构。若机构中斜楔作向下或向上垂直运动,而滑楔作向左或向右水平运动,则该机构称为水平运动斜楔机构。斜楔角的取值范围是30°-60°,一般取40°,若要增大滑楔行程可增大斜楔角,可取45度、50度,在行程要求很大且又受到结构限制的情况
斜楔机构在汽车覆盖件模具将压力机冲压方向的运动转化为水平方向或者任意倾斜方向的运动,从而完成相应方向上的冲压加工。这些冲压加工工艺包括:冲孔、切槽、折弯、翻边、修边、剪裁等。通过运动传递来完成自动送料、脱料。通过设计为夹紧装置,用来压边、夹紧。
斜楔机构中的基准点一般有:斜楔基准点、机械加工基准点、角度基准点。斜楔基准点设置位置:平面设置,靠近制件加工形状的范围之内设置;高度设置,按制件基准点的高度设置。斜楔基准坐标系一般有三种:装配坐标系、斜楔坐标系和加工坐标系。斜楔机构的基准点与基准坐标系的作用:便于斜楔设计时的受力计算,参数计算,及尺寸标注。便于斜楔机构生产时的定位加工。便于斜楔机构在装配的装配定位,及于汽车覆盖件模具中的冲头刀具的安装面紧密配合。斜楔机构工作行程是指斜楔滑块在冲压方向上的运动距离。斜楔工作行程的设计关系到冲压工艺的质量、取件的难易程度和斜楔安装的难易程度。工作行程的设置考虑的因素有:加工零件投入取出的作业性,加工零件所需的尺寸,不能与其他部件进行干涉。
斜楔机构设计系统的主要目的是为了提高汽车斜楔机构设计的效率和准确率。将大量复杂的数值计算,和重复性人工操作由计算机完成,用以降低汽车覆盖件斜楔机构设计的复杂性,减少人工计算量,并通过降低设计人员设计的复杂性来提高设计效率和设计准确率。
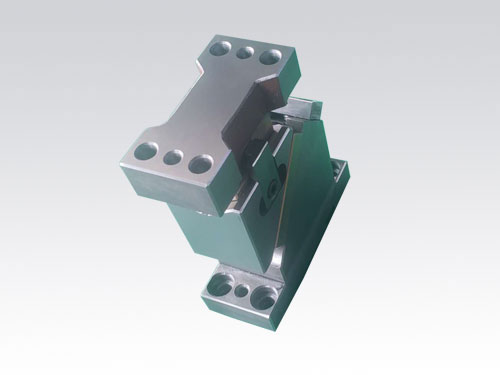
在实际的汽车覆盖件斜楔机构设计工程中,模具设计工程师在满足工艺性和生产成本的要求下,为了提高设计效率和便于生产管理,会优先选取标准的斜楔机构。采用标准斜楔机构有的一些明显优势如下:
一、标准斜楔机构为标准件,通过调用标准库装配即可。
二、减低了数值计算量,并省去了建模设计,减少了工作量和降低了设计的复杂度。
三、标准斜楔机构符合设计标准,经过实践的检验,具有大量的使用参数信息,容易满足实际情况。
四、直接可以通过标准件厂商订货,缩短了模具设计时间,提高了模具设计效率。
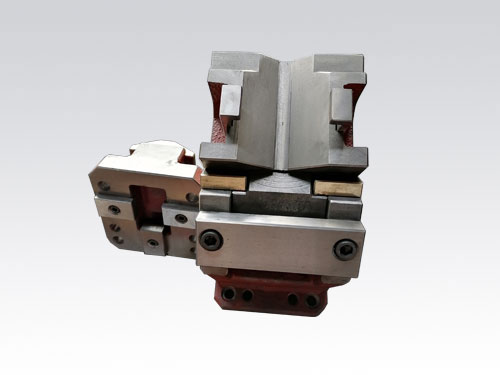
对于具有相对优势明显的标准斜楔机构必然是模具设计工程师的设计 ,然而,由于汽车覆盖件模具的本身复杂性,标准斜楔机构常常满足不了设计的需要,这时,必然要进行自制斜楔的设计。在以下标准斜楔机构不适用的场合下,就必然会采用自制的斜楔机构;这些标准斜楔不能使用的情况如下:
1、工作角度不满足:冲头刀具的冲压角度与标准斜楔系列中的角度不一致。无法采用标准斜楔机构。
2、工作行程不满足:较大工作行程的弯曲、拉延等工艺,标准斜楔不能满足。
3、工作面大小不满足:大面积的冲裁、修边、翻遍等工艺,标准斜楔安装宽度和高度不能满足。
4、冲裁力不够。
5、安装空间:由于汽车覆盖件空间结构比较复杂,成型工艺比较多,标准斜楔装配安装空间不够,或者与其他工艺部件干涉。
将零件准确地安装在检具上,通过目测,或者借助测量表,卡尺和检验销等检验工具对零 件孔位,型面,周边进行检验。现代检具在结构设计时可以同时兼顾测量支架的功能。测量支架是用三坐标测量机测量零件时的一种辅助支架,其所有的支撑面,定位基准面均根据零件的CAD数据铣削加工,有些零件的测量支架还应具有部分检具的功能。
在设计的时候,我们需要准确的尺寸、表面是否光洁;其次,检具的结构合理,适合生产要求;设计出来的汽车检具容易制造、度高、成本也不能太高,检具的设计符合工艺需要。结构设计和参数选择须考虑导向性、定位方法、间隙大小等因素。检具上面的易磨损零件要容易换,不能太局限性。为了提高生产率,我们还可以采用轮流加工和分开加工方式。
