
热门产品PRODUCT
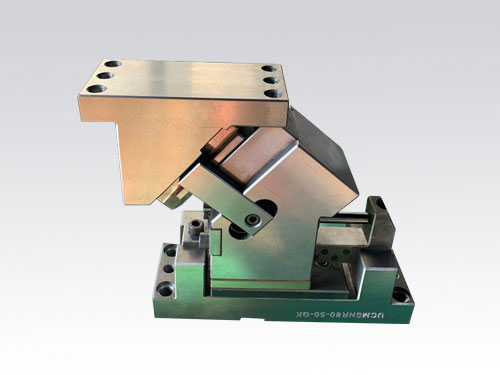



汽车冲压模具侧冲孔反向斜楔机构的制作方法
2019-03-16 15:42:33
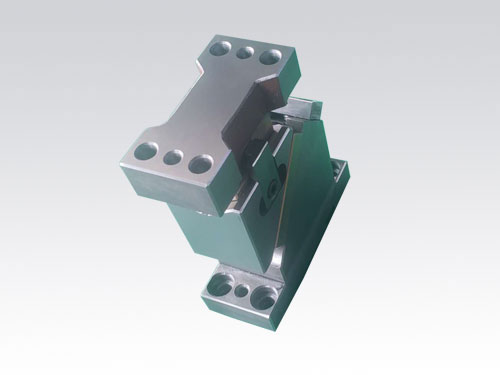
在冲压模具的制作中,经常会遇到产品表面各种复杂位置的侧冲孔内容,根据冲压制作和设计生产的要求来看,侧冲孔的方式和角度的选定要严格按照要求进行,某些产品位置的侧冲孔使用传统的吊装斜楔机构或者正装斜楔机构是远远不够的(因为上述两种机构的冲孔角度及其机构回程力远远不能满足一些位置侧冲孔所需)。
根据目前的汽车冲压模具产业来看,例如汽车侧围、顶盖或后背门内板等外部件产品尺寸比较大、产品结构比较复杂,针对以上产品在一些位置的侧冲孔,在侧冲孔工序中,需要结合具体的模具构造设计相应的反向斜楔机构。
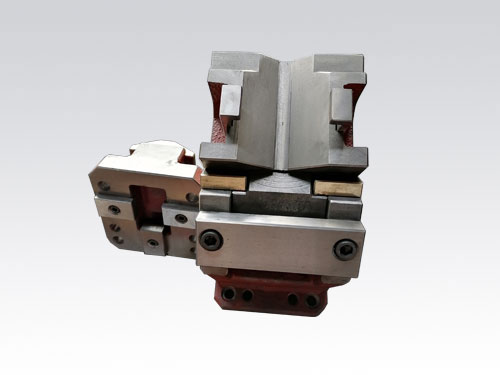
传统的反向斜楔由于在其零部件制作过程不可避免的存在各种误差,零部件组装后误差累积越大。导致在传统的反向斜楔完成冲孔工作后,其驱动块由于误差卡死在反向斜楔内部不能活动,主滑块和横滑块也不能顺利回程复位,终会损坏侧冲孔凸模和凹模乃至整套反向斜楔机构。
