
热门产品PRODUCT



紧凑型斜楔机构功能结构原理
当前模具正朝着复杂化、效率、和长寿命的方向发展,因而在模具结构设计时须考虑,尽可能提高模具的可行性、稳定性和经济性,创新和优化模具中的斜楔机构具有积的意义。在众多汽车覆盖件斜翻边成形类模具中,不管是普通斜楔、吊楔还是各种组合式斜楔,其工作中的运动方式都比较单一,对于某些大型制件存在的成形形状或者在位置需要成形时,仅靠单一的运动关系不能满足要求,这就需要有能做多的运动方向转换的斜楔机构。
由于同一工序里复合了多种工序内容,这就需要模具结构设计者须考虑让完成这些工序内容的各种机构尽可能的紧凑小巧,相互之间没有干涉。
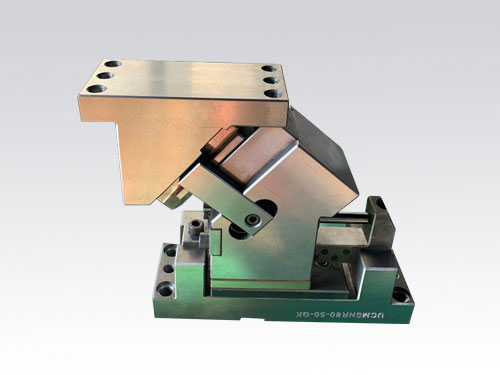
一般来说,此类组合式紧凑型斜楔机构由两大部分组成,即附着于下模本体的下模斜楔机构和附着于上模本体的上模斜楔机构。按功能的不同可分为侧冲孔、侧翻边、侧和侧翻孔斜楔机构等。本实例是向上侧翻边成形,所以称本例机构为侧翻边斜楔机构。
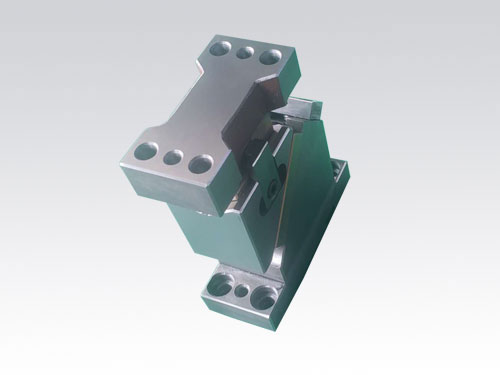
1,下模侧翻边斜楔机构。下模侧翻边斜楔机构主要由滑块、二级滑块和安装在滑块上的附属装置以及工作零件组成。滑块安装在下模,二级滑块安装在下模的分体凸模上。滑块由位于上模的驱动块驱动,驱动块可以是分体式的也可以和上模做成一体。这时,垂直方向的运动转换为水平运动,这与一般的斜楔机构原理一样。二级滑块由滑块驱动,并通过导板导套等一系列装置在滑块的另一斜面上做相对运动,水平运动则可按设计的意图转换成所需的斜向上倾斜角度的运动,这个角度就是侧翻边方向的角度。滑块的行程走完时,也就是在模具的下死点,二级滑块也停止运动,安装在二级滑块上的工作零件到位,翻边完成。开模后,一、二级滑块在回程氮气弹簧的作用下分别复位。
2,上模侧翻边斜楔机构。上模侧翻边斜楔机构主要由驱动块、滑块和安装在滑块上的附属装置以及工作零件组成。驱动块一般采用斜角导板形式,安装在上模座上,驱动面包括垂直面和斜角面。滑块安装在压料器上,其导滑面包括垂直导滑面和斜角导滑面。
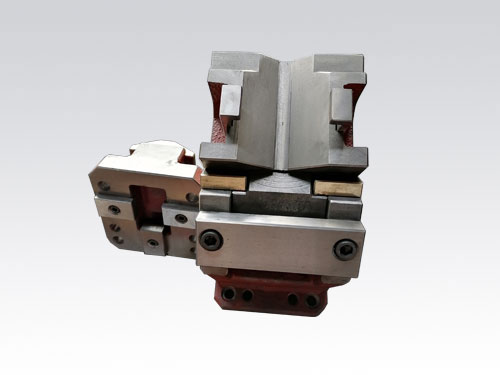
模具开始工作时,斜角导板的斜角面压迫滑块的斜角导滑面,使滑块沿斜面做相对运动,这时,垂直方向的运动可按设计的意图转换成所需的斜向下倾斜角度的运动,运动方向为侧翻边方向的反方向。随着合模的继续,斜角导板的斜角面与滑块的斜角导滑面相互错开,斜角导板的垂直面和斜角导板的垂直导滑面开始接触,这时,安装在滑块上的工作零件到位,滑块不再运动,上模继续向下运动,等待下模侧翻边机构完成动作。滑块上的工作零件兼并了压料和工作凸模的作用。滑块的回程、导向和限位系统同下模侧翻边斜楔机构。
由于本例翻边成形区不是很大,所以安装翻边凸、凹模镶块的上、下滑块都设计成导柱式,通过导套导向精度,这样既解决了滑块的导向问题,又使滑块的外形小巧化。然后根据具体情况分别设计了限位防转装置来防止上、下滑块脱出模具本体和在导套内可能发生的转动。另外,在这种机构里多采用氮气弹簧来足够的力和行程。
