
热门产品PRODUCT



斜楔机构的协调运动及行程关系
斜楔机构中各运动部件之间的行程关系非常重要,因此各运动部件的行程及动作先后关系是该套机构的设计。
因为是向上斜翻边成形,所以在下模斜翻边凹模镶块开始接触制件之前,须上模斜翻边凸模镶块先到位并将翻边区域外的制件压死,之后上滑块须停止动作。
这时候,应上驱动斜角导板的垂直驱动面与上滑块的垂直导滑面开始接触并做垂直向下运动,这样就了上滑块相对静止,斜翻边方向不再产生行程。而上滑块的行程取决于制件的翻边高度及翻边后制件的形状,其行程须凸模镶块在工作结束之后能脱开制件。
在上模斜翻边凸模镶块到位并将制件压死之后,上驱动斜角导板的垂直驱动面相对上滑块的垂直导滑面垂直向下运动5~10mm左右,下模斜翻边凹模镶块才可以接触制件开始翻边。
因此,下二级滑块的行程须考虑翻边成形的高度,同时还要考虑到前序制件的形状,滑块行程要凹模镶块在工作前不接触制件,还要加上上滑块的行程以在上滑块动作完成之后才开始运动。下二级滑块的行程确定之后,通过斜翻边角度及斜楔行程线图,下的滑块的行程随之确定。
总的说来,翻边高度及翻边形状决定上滑块的行程,上滑块的行程决定下二级滑块的行程,而下二级滑块的行程又决定了下的滑块的行程。
按不同功能变换结构
以某车型行李箱盖外板冲压工艺的某道工序中的向下侧工艺为例,简单介绍此类斜楔机构的另类结构。
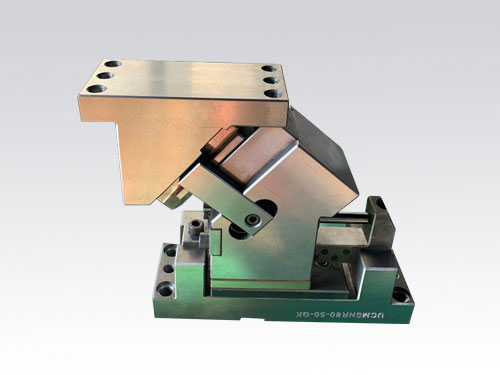
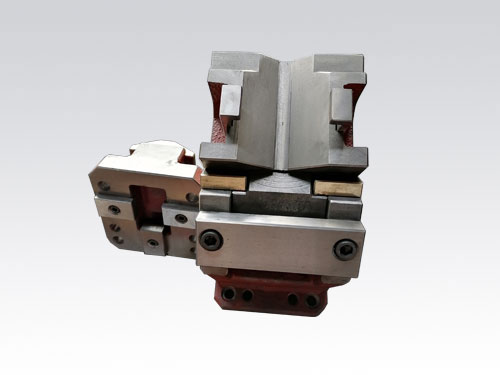
根据冲压工艺成形方案,该行李箱盖外板的本道工序中需要在零件中部斜向下侧出一凹坑,图中黄色区域为侧后制件状态。同时该工序还包括修边、侧修边等工艺(图7中蓝色区域为待修废料区),为足够的侧修边空间,此处的侧斜楔机构须小巧紧凑尽可能少占模具空间,这里须用到组合式紧凑型斜楔机构。
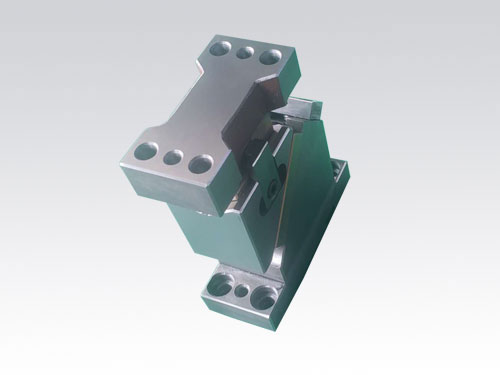
为下模侧斜楔机构,所示为上模侧斜楔机构。同前文示例的斜楔机构相比,由于工作内容的变化,此例斜楔机构做出了相应的结构调整。下模侧斜楔机构的整体结构变化不大,作为工作零件的凹模镶块和导柱式滑块设计成了一体,目的在于大限度地以减少所占空间。上模侧斜楔机构的结构形式则为紧凑小巧,驱动、导滑、限位和回程自成一体,是典型的简易斜楔,可在狭小空间或零件中部完成各种角度的冲压工序。
总之,只要充分掌握此类组合式紧凑型斜楔机构的功能结构原理,根据具体情况灵活变换其结构形式就可实现多种冲压工序,使此类斜楔机构发挥出大的作用。
